

介绍(shào)可编程旋转和比例系(xì)数的(de)功能(néng)与编辑方法
1)功能 在(zài)当前的平面G17或G18或(huò)G19中执(zhí)行旋转,值为RPL=…,单位是(shì)度(dù)。
2)编程
ROT RPL=… ;可(kě)编程旋转,删除以前的(de)偏移,旋转,比例(lì)系数和镜像指令
AROT RPL=… ;可(kě)编程旋转,附加当前的指令
ROT ;没有设定(dìng)值,删除以前的(de)偏移,旋转(zhuǎn),比例系数和镜像
ROT/AROT 指令(lìng)要求(qiú)一个独立(lì)的程序段
(在不同的平面下旋转角正(zhèng)方向的(de)定义)
1).功能:用(yòng)SCALE,ASCALE可(kě)以为所有坐标(biāo)轴(zhóu)编程一个比例系数,按(àn)此(cǐ)比例使(shǐ)所给定(dìng)的(de)轴放(fàng)大(dà)或缩小。 当前设定的坐(zuò)标系用(yòng)作比例缩放的参(cān)数标准。
2).编程:
SCALE X...Y...Z... ;可编程的比例系数,清除所以有关偏移(yí)、旋转、比例系数(shù)、镜像的指令
ASCALE X...Y...Z... ;可编(biān)程(chéng)的比例(lì)系(xì)数,附(fù)加(jiā)于当前的(de)指令(lìng)
SCALE ;不带数(shù)值(zhí),清除(chú)所以有(yǒu)关(guān)偏(piān)移、旋转(zhuǎn)、比例系数、镜(jìng)像(xiàng)的指令
举例
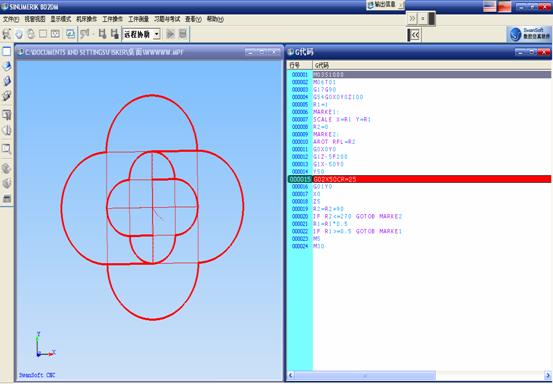
1) 程序编辑与(yǔ)祥解
M03S1000
M06T01
G17G90
G54G0X0Y0Z100
R1=1 (定义参数R1=1)
MARKE1: (定义MARKE1;MARKE1为标(biāo)记符,跳转目标程序段)
ASCALE X=R1 Y=R1 (可编程的比例系数(shù),附加于当(dāng)前的指令,X、Y方向缩放(fàng)值定义等于R1)
R2=0 (定(dìng)义参数R2=0)
MARKE2: (定义MARKE2;MARKE2为标记符,跳(tiào)转目标程序段)
AROT RPL=R2 (可(kě)编程旋转,附加当前的指令,定义旋转的角(jiǎo)度等于R2)
G0X0Y0
G1Z-5F200
G1X-50Y0
Y50
G02X50CR=25
G01Y0
X0
Z5
R2=R2+90 (执(zhí)行到(dào)这里每一(yī)次R2的值加(jiā)上90)
IF R2<=270 GOTOB MARKE2 (如(rú)果(guǒ)R2小于或等于270度,执行跳(tiào)转到MARKE2)
R1=R1*0.5 (执行到(dào)这里每(měi)一次(cì)R1的值乘以0.5)
IF R1>=0.5 GOTOB MARKE1 (如果R2大于或等于0.5,执行跳转(zhuǎn)到MARKE1)
M5
M30

(图1)
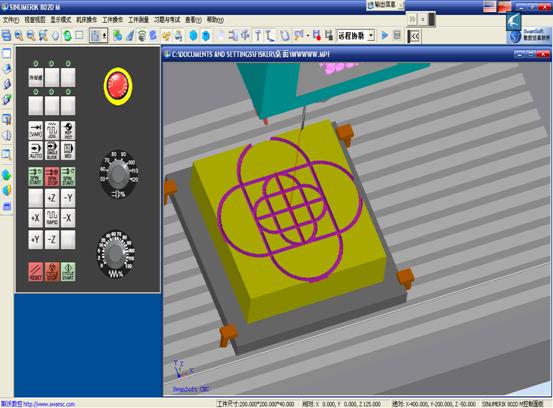
(图2)
(图3)
SINUMERIK 802DM、SINUMERIK 810/840 DM的可编程旋转和比例系数,简单的说就是旋转和缩放,上面所举的(de)例子也是比较典型的例子,通(tōng)过SINUMERIK系统独特(tè)的参数编程把一个稍微复杂的工件的程序的编辑出来。旋转(zhuǎn)和缩放(fàng)放(fàng)在一(yī)个(gè)程序里,通俗易懂(dǒng),让编程(chéng)更(gèng)加方(fāng)便!

